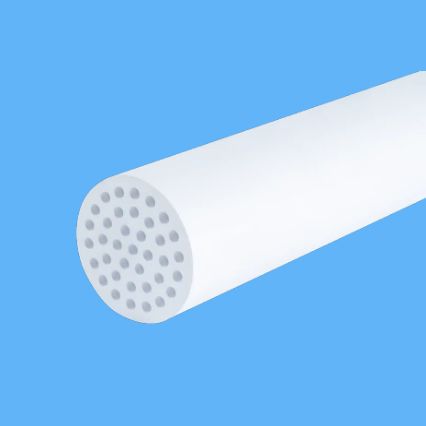
Ceramic Nanofiltration membrane is relatively recent membrane filtration system, with the purpose of softening and removal of disinfection by-product precursors such as natural organic matter and synthetic organic matter. More ultrafiltration membrane system details here!
| Pictures | Size | Pore size |
 | A: 4.0mm | 2nm |
| B: 30mm | 5nm | |
| 8nm |
1. Nanofiltration technology
2. Ceramic nanofiltration membrane
1. Chemical industry (membrane technology in the chemical industry)
a. Application in catalyst recovery in the petrochemical industry
In petrochemical and chemical production, the application of the catalyst is very extensive, and it is generally necessary to separate the product and the catalyst after the reaction. Ceramic nanofiltration membrane has good heat resistance, chemical solvent resistance, and good mechanical strength. It adopts cross-flow filtration method in catalytic reaction solid-liquid separation and has the advantages of high-temperature resistance, acid and alkali resistance, solvent resistance, etc. The coupling can fully improve the efficiency of the reactor, high separation precision, and can separate the nano-scale catalyst.
2. Fine separation of medicine
3. Environmental water treatment (water filtration membrane)
we will contact you within 24 hours.



 +86-25-58849045
+86-25-58749295
+86-25-58849045
+86-25-58749295
 jiuwu@jiuwu.com
jiuwu@jiuwu.com
 No. 9 Park Road, Pukou District, Nanjing City (Sanqiao Factory)
No. 9 Park Road, Pukou District, Nanjing City (Sanqiao Factory)




 Call us on:
Call us on:  Email Us:
Email Us:  No. 9 Park Road, Pukou District, Nanjing City (Sanqiao Factory)
No. 9 Park Road, Pukou District, Nanjing City (Sanqiao Factory)
 English
English 한국어
한국어 français
français русский
русский Español
Español Contact Us
Contact Us 



 CMF-19040-1200mm Ultrafiltration
CMF-19040-1200mm Ultrafiltration